一般貸切旅客自動車運送事業:関自旅一第963号/eトラベル:埼玉県知事登録 旅行業 第3-905号(第三種旅行業務)
TEL. 048-579-5901
<深谷営業所>〒369-0203 埼玉県深谷市普済寺1039-4
瞬時奪熱装置MIH(コイル搭載型)Moment Infinity Hyper
『“奪熱”で冷却』新システム内臓の工場用冷却装置

【切削・研削・金型成型・電子部品・ダイキャスト加工など
各種加工工場様向け製品】
空気中の水分を除湿せず瞬時に氷結させ奪熱させるため気化熱を使った世界初の工場用冷却装置。
ドライ加工に最適、クーラント加工と併用も可能。
奪熱力は従来よりも2倍以上高く効率的なため、排熱・消費電力を大幅にカット。
消費電力は従来の1/2と省エネ。
サイズ D700×W500×H830
これからは『熱を奪う』という形で熱処理(冷却)を
| 従来の熱処理 <水を利用> |
これからの熱処理 <気化熱(ドライエアー)を利用> |
| 水による熱処理は問題点が山積 =自然放置になるため時間がかかりすぎる |
奪熱力は従来の2倍・消費電力は従来の1/2 |
標準仕様
| 項目 | 瞬時奪熱装置MIH |
| 流体 | 圧縮空気 |
| 入力圧力の範囲 | 0.3〜0.5 MPa |
| 周囲温度 | 5〜35℃ |
| 出口流量 | 400〜700L/min |
| 奪熱能力 | 1200kcal/h |
| 電源(50Hz) | 三相 200/180・220 |
| 冷凍機出力 | 600W |
| 冷媒 | R404A |
| 配管接続 | 1/4 |
マシニングテストからみる切り屑の形状と刃工具
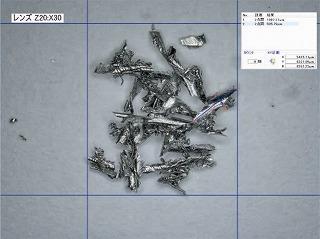 切り屑が短くちぎられている |
 切り屑が長く切り取られている |
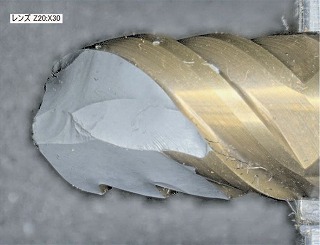 切削開始から3時間半後の刃工具 |
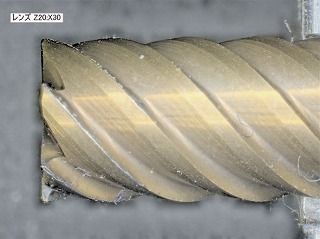 切削開始から4時間半後の刃工具 |
MIHマシニングテスト結果
| 温度差−40℃一定で大流量可能 ※エアーコンプレッサーから 圧縮時の温度は加えておらず外気温度から測定 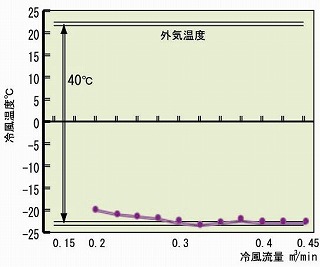 可能なため大型工作機に使用できる |
空気圧が変化しても能力は一定 ※エアーコンプレッサーから MIH側のエアー圧力を調整した数値 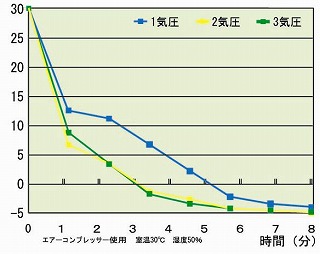 負荷変動に対応できる |
| 20分経過後 178℃で一定となる ※5mmの鉄板を下から電熱ヒーターで 加熱し50mm離した位置からの温度変化 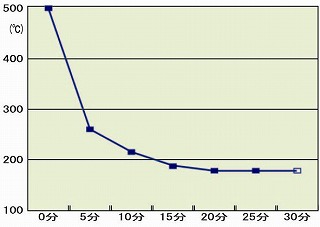 |
超硬合金(HRC58)エンドミル加工時の 刃先の温度変化 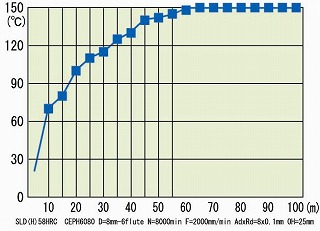 試削材に冷風を当て試削物から奪熱する |
Ra、Ry、Rzは冷風が最も低い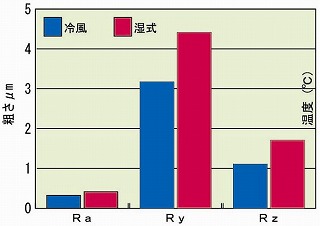 MIHでは連れ廻り空気となるので奪熱量が増す |
碇石磨耗量は冷風が最も少ない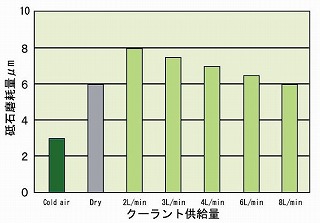 クーラント併用でも効果がある(クーラントの減量) |
バナースペース
イー・ティー・エー株式会社
深谷営業所(バス事業部)
〒369-0203
埼玉県深谷市普済寺1039-4
TEL 048-579-5901
FAX 048-579-5902
本 社
〒366-0817
埼玉県深谷市柏合86-1
TEL 048-571-6911
FAX 048-571-7447

貸切バス事業者安全評価認定
2018年9月認定
【認定証番号 18−181】このマークは、貸切バスをご利用されるお客様が安心してバス会社を選択できるよう、安全に対する取組状況が優良なバス会社であることを示すシンボルマークです。「SAFETY BUS(セーフティバス)」は安全に対して弛まぬ努力をし続けているバスを意味します。